

කාබන් ෆයිබර් 95% ට වැඩි කාබන් අන්තර්ගතයක් සහිත තන්තු ද්රව්යයකි. එය විශිෂ්ට යාන්ත්රික, රසායනික, විද්යුත් සහ අනෙකුත් විශිෂ්ට ගුණාංග ඇත. එය "නව ද්රව්යවල රජු" වන අතර මිලිටරි හා සිවිල් සංවර්ධනයේ ඌනතාවයෙන් පෙළෙන උපායමාර්ගික ද්රව්යයකි. "කළු රත්තරන්" ලෙස හැඳින්වේ.
කාබන් ෆයිබර් නිෂ්පාදන රේඛාව පහත පරිදි වේ:

සිහින් කාබන් ෆයිබර් සෑදෙන්නේ කෙසේද?
කාබන් ෆයිබර් නිෂ්පාදන ක්රියාවලි තාක්ෂණය මේ වන විට දියුණු වී පරිණත වී ඇත. කාබන් ෆයිබර් සංයුක්ත ද්රව්ය අඛණ්ඩව සංවර්ධනය වීමත් සමඟ, එය ජීවිතයේ සෑම තරාතිරමකම, විශේෂයෙන් ගුවන් සේවා, මෝටර් රථ, දුම්රිය, සුළං බල තල ආදියෙහි ශක්තිමත් වර්ධනය සහ එහි ගාමක බලපෑම වන කාබන් ෆයිබර් කර්මාන්තයේ දියුණුව මගින් වැඩි වැඩියෙන් ප්රිය කරයි. අපේක්ෂාවන් ඊටත් වඩා පුළුල් ය.
කාබන් ෆයිබර් කර්මාන්ත දාමය උඩුගං බලා සහ පහළට බෙදා දැක්විය හැකිය. උඩුගං බලා සාමාන්යයෙන් කාබන් ෆයිබර්-විශේෂිත ද්රව්ය නිෂ්පාදනයට යොමු වේ; පහළට යන්නෙන් සාමාන්යයෙන් කාබන් ෆයිබර් යෙදුම් සංරචක නිෂ්පාදනයට යොමු වේ. උඩුගං බලා සහ පහළට අතර සමාගම්වලට කාබන් ෆයිබර් නිෂ්පාදන ක්රියාවලියේදී උපකරණ සපයන්නන් ලෙස සිතිය හැකිය. රූපයේ දැක්වෙන පරිදි:
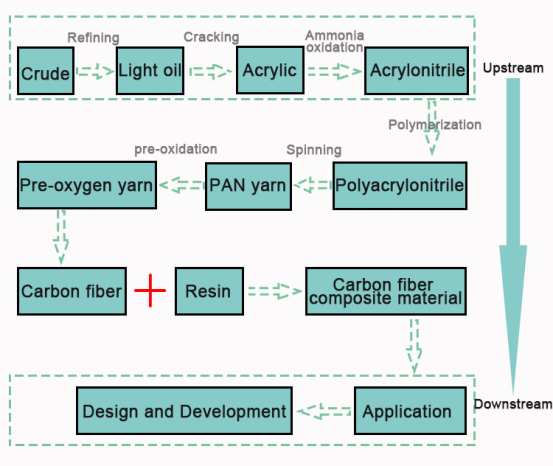
කාබන් ෆයිබර් කර්මාන්ත දාමයේ ඉහළට අමු සිල්ක් සිට කාබන් ෆයිබර් දක්වා සමස්ත ක්රියාවලියම ඔක්සිකරණ ඌෂ්මක, කාබනීකරණ ඌෂ්මක, ග්රැෆිටයිසේෂන් ඌෂ්මක, මතුපිට ප්රතිකාර සහ ප්රමාණය වැනි ක්රියාවලීන් හරහා යා යුතුය. තන්තු ව්යුහය කාබන් ෆයිබර් මගින් ආධිපත්යය දරයි.
කාබන් ෆයිබර් කර්මාන්ත දාමයේ ඉහළට අයත් වන්නේ පෙට්රෝ රසායනික කර්මාන්තයට වන අතර ඇක්රිලෝනිට්රයිල් ප්රධාන වශයෙන් ලබා ගන්නේ බොරතෙල් පිරිපහදු කිරීම, ඉරිතැලීම්, ඇමෝනියා ඔක්සිකරණය යනාදිය හරහා ය; පොලිඇක්රිලෝනිට්රයිල් පූර්වගාමී තන්තු, කාබන් තන්තු පූර්ව ඔක්සිකරණය සහ පූර්වගාමී තන්තු කාබනීකරණය මගින් ලබා ගන්නා අතර, යෙදුම් අවශ්යතා සපුරාලීම සඳහා කාබන් ෆයිබර් සහ උසස් තත්ත්වයේ දුම්මල සැකසීම මගින් කාබන් ෆයිබර් සංයුක්ත ද්රව්ය ලබා ගනී.
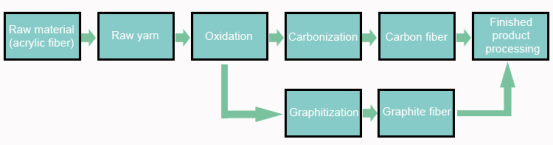
කාබන් ෆයිබර් නිෂ්පාදන ක්රියාවලියට ප්රධාන වශයෙන් ඇඳීම, කෙටුම්පත් කිරීම, ස්ථායීකරණය, කාබනීකරණය සහ ග්රැෆිටීකරණය ඇතුළත් වේ. රූපයේ දැක්වෙන පරිදි:
ඇඳීම:මෙය කාබන් ෆයිබර් නිෂ්පාදන ක්රියාවලියේ පළමු පියවරයි. එය ප්රධාන වශයෙන් අමුද්රව්ය තන්තු වලට වෙන් කරයි, එය භෞතික වෙනසක් වේ. මෙම ක්රියාවලිය අතරතුර, භ්රමණය වන ද්රවය සහ කැටි ගැසීමේ ද්රවය අතර ස්කන්ධ හුවමාරුව සහ තාප හුවමාරුව සහ අවසානයේ PAN වර්ෂාපතනය සිදු වේ. සූතිකා ජෙල් ව්යුහයක් සාදයි.
කෙටුම්පත් කිරීම:දිශානුගත තන්තු වල දිගු කිරීමේ බලපෑම සමඟ එක්ව ක්රියා කිරීමට අංශක 100 සිට 300 දක්වා උෂ්ණත්වයක් අවශ්ය වේ. එය PAN තන්තු වල ඉහළ මාපාංකය, ඉහළ ශක්තිමත් කිරීම, ඝනත්වය සහ පිරිපහදු කිරීමේ ප්රධාන පියවරකි.
ස්ථාවරත්වය:තාප ප්ලාස්ටික් PAN රේඛීය සාර්ව අණුක දාමය අංශක 400 කින් රත් කර ඔක්සිකරණය කිරීමේ ක්රමය මගින් ප්ලාස්ටික් නොවන තාප-ප්රතිරෝධී ට්රැපෙසොයිඩල් ව්යුහයක් බවට පරිවර්තනය වේ, එවිට එය ඉහළ උෂ්ණත්වයේ දී දිය නොවන සහ ගිනි නොගන්නා, තන්තු හැඩය පවත්වා ගෙන යන අතර තාප ගති විද්යාව ස්ථාවර තත්වයක පවතී.
කාබනීකරණය:අංශක 1,000 සිට 2,000 දක්වා උෂ්ණත්වයකදී PAN හි කාබන් නොවන මූලද්රව්ය ඉවත් කිරීම අවශ්ය වන අතර, අවසානයේ 90% ට වඩා වැඩි කාබන් අන්තර්ගතයක් සහිත ටර්බෝස්ට්රැටික් මිනිරන් ව්යුහයක් සහිත කාබන් තන්තු ජනනය කළ යුතුය.
ග්රැෆිටීකරණය: අමෝෆස් සහ ටර්බෝස්ට්රැටික් කාබනීකෘත ද්රව්ය ත්රිමාණ ග්රැෆයිට් ව්යුහයන් බවට පරිවර්තනය කිරීම සඳහා අංශක 2,000 සිට 3,000 දක්වා උෂ්ණත්වයක් අවශ්ය වන අතර එය කාබන් තන්තු වල මාපාංකය වැඩි දියුණු කිරීමේ ප්රධාන තාක්ෂණික මිනුම වේ.
අමු සිල්ක් නිෂ්පාදන ක්රියාවලියේ සිට නිමි භාණ්ඩය දක්වා කාබන් තන්තු වල සවිස්තරාත්මක ක්රියාවලිය නම්, PAN අමු සිල්ක් නිෂ්පාදනය කරනු ලබන්නේ පෙර අමු සිල්ක් නිෂ්පාදන ක්රියාවලිය මගිනි. වයර් පෝෂකයේ තෙත් තාපය මගින් පූර්ව ඇඳීමෙන් පසු, එය අනුපිළිවෙලින් ඇඳීම් යන්ත්රය මඟින් පූර්ව ඔක්සිකරණ උදුන වෙත මාරු කරනු ලැබේ. පූර්ව ඔක්සිකරණ උදුන කාණ්ඩයේ විවිධ අනුක්රමික උෂ්ණත්වවලදී පිළිස්සීමෙන් පසු, ඔක්සිකරණය වූ තන්තු සෑදී ඇත, එනම් පූර්ව ඔක්සිකරණය වූ තන්තු; මධ්යම-උෂ්ණත්ව සහ ඉහළ-උෂ්ණත්ව කාබනීකරණ උදුන් හරහා ගමන් කිරීමෙන් පසු පූර්ව ඔක්සිකරණය වූ තන්තු කාබන් තන්තු බවට පත් වේ; ඉන්පසු කාබන් තන්තු නිෂ්පාදන ලබා ගැනීම සඳහා අවසාන මතුපිට ප්රතිකාර, ප්රමාණය, වියළීම සහ වෙනත් ක්රියාවලීන්ට භාජනය වේ. . අඛණ්ඩ වයර් පෝෂණය සහ නිරවද්ය පාලනයේ සමස්ත ක්රියාවලිය, ඕනෑම ක්රියාවලියක කුඩා ගැටළුවක් අවසාන කාබන් ෆයිබර් නිෂ්පාදනයේ ස්ථාවර නිෂ්පාදනයට සහ ගුණාත්මක භාවයට බලපානු ඇත. කාබන් ෆයිබර් නිෂ්පාදනයට දිගු ක්රියාවලි ප්රවාහයක්, බොහෝ තාක්ෂණික ප්රධාන කරුණු සහ ඉහළ නිෂ්පාදන බාධක ඇත. එය බහු විෂයයන් සහ තාක්ෂණයන්හි ඒකාබද්ධතාවයකි.
ඉහත දැක්වෙන්නේ කාබන් ෆයිබර් නිෂ්පාදනයයි, කාබන් ෆයිබර් රෙදි භාවිතා කරන ආකාරය දෙස බලමු!
කාබන් ෆයිබර් රෙදි නිෂ්පාදන සැකසීම
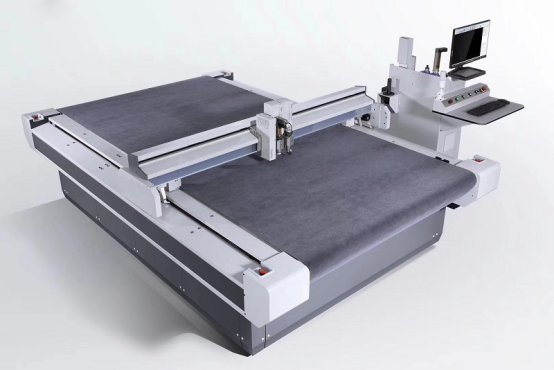
1. කැපීම
ප්රෙප්රෙග් එක ශීතාගාරයෙන් අංශක ඍණ 18 ට පිටතට ගනු ලැබේ. පිබිදීමෙන් පසු, පළමු පියවර වන්නේ ස්වයංක්රීය කැපුම් යන්ත්රයේ ඇති ද්රව්ය රූප සටහනට අනුව ද්රව්ය නිවැරදිව කැපීමයි.
2. පදික වේදිකා සකස් කිරීම
දෙවන පියවර වන්නේ තැබීමේ මෙවලම මත ප්රෙප්රෙග් තැබීම සහ සැලසුම් අවශ්යතා අනුව විවිධ ස්ථර තැබීමයි. සියලුම ක්රියාවලීන් ලේසර් ස්ථානගත කිරීම යටතේ සිදු කෙරේ.
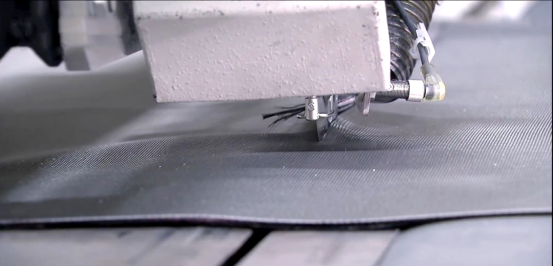
3. සෑදීම
ස්වයංක්රීය හැසිරවීමේ රොබෝවක් හරහා, පූර්ව ආකෘතිය සම්පීඩන අච්චු කිරීම සඳහා අච්චු යන්ත්රයට යවනු ලැබේ.
4. කැපීම
සැකසීමෙන් පසු, වැඩ කොටසෙහි මාන නිරවද්යතාවය සහතික කිරීම සඳහා කැපීම සහ ඉවත් කිරීමේ සිව්වන පියවර සඳහා වැඩ කොටස කැපුම් රොබෝ වැඩපොළ වෙත යවනු ලැබේ. මෙම ක්රියාවලිය CNC මත ද ක්රියාත්මක කළ හැකිය.
5. පිරිසිදු කිරීම
පස්වන පියවර වන්නේ පසුකාලීන මැලියම් ආලේපන ක්රියාවලිය සඳහා පහසු වන මුදා හැරීමේ කාරකය ඉවත් කිරීම සඳහා පිරිසිදු කිරීමේ ස්ථානයේ වියළි අයිස් පිරිසිදු කිරීම සිදු කිරීමයි.
6. මැලියම්
හයවන පියවර වන්නේ ඇලවුම් රොබෝ ස්ථානයේ ව්යුහාත්මක මැලියම් යෙදීමයි. ඇලවුම් ස්ථානය, මැලියම් වේගය සහ මැලියම් ප්රතිදානය යන සියල්ල නිවැරදිව සකස් කර ඇත. ලෝහ කොටස් සමඟ සම්බන්ධතාවයේ කොටසක් රිවට් කර ඇති අතර එය රිවට් කිරීමේ ස්ථානයේ සිදු කෙරේ.
7. එකලස් කිරීමේ පරීක්ෂාව
මැලියම් යෙදීමෙන් පසු, ඇතුළත සහ පිටත පැනල් එකලස් කරනු ලැබේ. මැලියම් සුව වූ පසු, යතුරු සිදුරු, ලක්ෂ්ය, රේඛා සහ මතුපිටවල මාන නිරවද්යතාවය සහතික කිරීම සඳහා නිල් ආලෝක අනාවරණය සිදු කරනු ලැබේ.
කාබන් ෆයිබර් සැකසීමට වඩා අපහසුයි
කාබන් තන්තු වල කාබන් ද්රව්යවල ශක්තිමත් ආතන්ය ශක්තිය සහ තන්තු වල මෘදු සැකසුම් හැකියාව යන දෙකම ඇත. කාබන් තන්තු යනු විශිෂ්ට යාන්ත්රික ගුණ සහිත නව ද්රව්යයකි. උදාහරණයක් ලෙස කාබන් තන්තු සහ අපගේ පොදු වානේ ගන්න, කාබන් තන්තු වල ශක්තිය 400 සිට 800 MPa පමණ වන අතර සාමාන්ය වානේවල ශක්තිය 200 සිට 500 MPa වේ. දෘඪතාව දෙස බලන විට, කාබන් තන්තු සහ වානේ මූලික වශයෙන් සමාන වන අතර පැහැදිලි වෙනසක් නොමැත.
කාබන් තන්තු වල ශක්තිය වැඩි සහ බරින් අඩු බැවින් කාබන් තන්තු නව ද්රව්යවල රජු ලෙස හැඳින්විය හැක. මෙම වාසිය නිසා, කාබන් තන්තු ශක්තිමත් කරන ලද සංයුක්ත (CFRP) සැකසීමේදී, අනුකෘතිය සහ තන්තු සංකීර්ණ අභ්යන්තර අන්තර්ක්රියා ඇති අතර එමඟින් ඒවායේ භෞතික ගුණාංග ලෝහවලට වඩා වෙනස් වේ. CFRP හි ඝනත්වය ලෝහවලට වඩා බෙහෙවින් කුඩා වන අතර ශක්තිය බොහෝ ලෝහවලට වඩා වැඩිය. CFRP හි අසමානතාවය නිසා, සැකසීමේදී තන්තු ඇද ගැනීම හෝ අනුකෘති තන්තු වෙන්වීම බොහෝ විට සිදු වේ; CFRP හි ඉහළ තාප ප්රතිරෝධයක් ඇති අතර ප්රතිරෝධය අඳින අතර, එය සැකසීමේදී උපකරණ සඳහා වැඩි ඉල්ලුමක් ඇති කරයි, එබැවින් නිෂ්පාදන ක්රියාවලියේදී කැපුම් තාපය විශාල ප්රමාණයක් ජනනය වන අතර එය උපකරණ ඇඳීම සඳහා වඩාත් බරපතල වේ.
ඒ අතරම, එහි යෙදුම් ක්ෂේත්ර අඛණ්ඩව ව්යාප්ත වීමත් සමඟ, අවශ්යතා වඩ වඩාත් සියුම් වෙමින් පවතින අතර, ද්රව්යවල අදාළත්වය සහ CFRP සඳහා ගුණාත්මක අවශ්යතා වඩ වඩාත් දැඩි වෙමින් පවතින අතර, එමඟින් සැකසුම් පිරිවැය ඉහළ යාමට ද හේතු වේ.
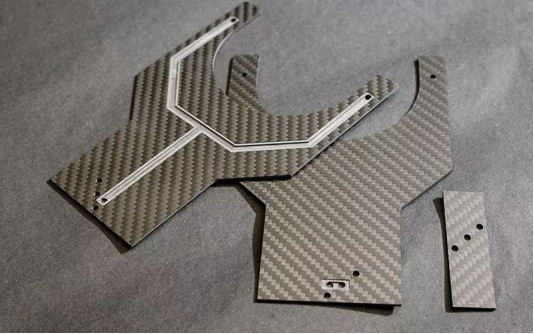
කාබන් ෆයිබර් පුවරු සැකසීම
කාබන් ෆයිබර් පුවරුව සුව කර සෑදූ පසු, නිරවද්යතා අවශ්යතා හෝ එකලස් කිරීමේ අවශ්යතා සඳහා කැපීම සහ විදීම වැනි පසු සැකසුම් අවශ්ය වේ. කැපුම් ක්රියාවලි පරාමිතීන් සහ කැපුම් ගැඹුර වැනි එකම කොන්දේසි යටතේ, විවිධ ද්රව්ය, ප්රමාණ සහ හැඩයන්ගෙන් යුත් මෙවලම් සහ සරඹ තෝරා ගැනීම බෙහෙවින් වෙනස් බලපෑම් ඇති කරයි. ඒ සමඟම, මෙවලම් සහ සරඹවල ශක්තිය, දිශාව, කාලය සහ උෂ්ණත්වය වැනි සාධක ද සැකසුම් ප්රතිඵල කෙරෙහි බලපානු ඇත.
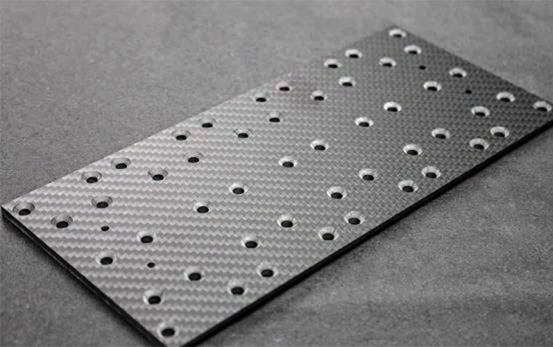
පසු සැකසුම් ක්රියාවලියේදී, දියමන්ති ආලේපනයක් සහ ඝන කාබයිඩ් සරඹ බිට් එකක් සහිත තියුණු මෙවලමක් තෝරා ගැනීමට උත්සාහ කරන්න. මෙවලමෙහි සහ සරඹ බිට් එකේ ඇඳුම් ප්රතිරෝධය සැකසීමේ ගුණාත්මකභාවය සහ මෙවලමෙහි සේවා කාලය තීරණය කරයි. මෙවලම සහ සරඹ බිට් ප්රමාණවත් තරම් තියුණු නොවේ නම් හෝ නුසුදුසු ලෙස භාවිතා කරන්නේ නම්, එය ගෙවී යාම සහ ඉරීම වේගවත් කරනවා පමණක් නොව, නිෂ්පාදනයේ සැකසුම් පිරිවැය වැඩි කරනවා පමණක් නොව, තහඩුවට හානි සිදු කරයි, තහඩුවේ හැඩය සහ ප්රමාණයට සහ තහඩුවේ සිදුරු සහ කට්ට වල මානයන්හි ස්ථායිතාවයට බලපායි. ද්රව්යයේ ස්ථර ඉරීම හෝ බ්ලොක් කඩා වැටීම පවා ඇති කරයි, එහි ප්රතිඵලයක් ලෙස මුළු පුවරුවම සීරීමට ලක් වේ.
කැණීම් කරන විටකාබන් ෆයිබර් තහඩු, වේගය වේගවත් වන තරමට බලපෑම වඩා හොඳය. සරඹ බිටු තෝරාගැනීමේදී, PCD8 මුහුණත දාර සරඹ බිට් එකේ අද්විතීය සරඹ ඉඟි සැලසුම කාබන් ෆයිබර් තහඩු සඳහා වඩාත් සුදුසු වන අතර එමඟින් කාබන් ෆයිබර් තහඩු වඩා හොඳින් විනිවිද යාමට සහ දිරාපත් වීමේ අවදානම අඩු කිරීමට හැකිය.
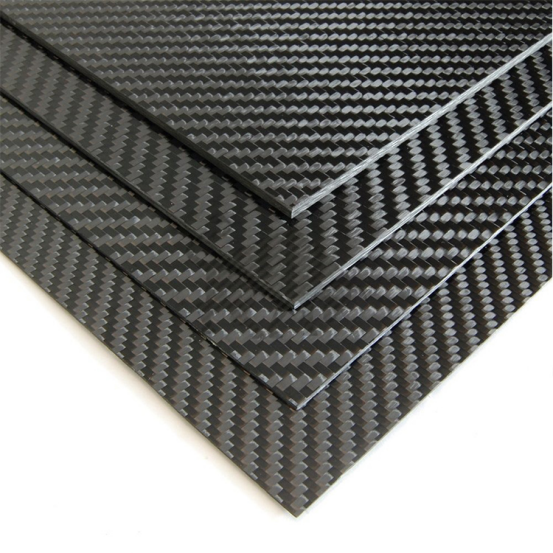
ඝන කාබන් ෆයිබර් තහඩු කැපීමේදී, වම් සහ දකුණු හෙලික්සීය දාර සැලසුමක් සහිත ද්විත්ව දාර සහිත සම්පීඩන ඇඹරුම් කටර් භාවිතා කිරීම රෙකමදාරු කරනු ලැබේ. මෙම තියුණු කැපුම් දාරයේ කැපීමේදී මෙවලමෙහි අක්ෂීය බලය ඉහළට සහ පහළට සමතුලිත කිරීම සඳහා ඉහළ සහ පහළ හෙලික්සීය ඉඟි දෙකම ඇත. , ප්රතිඵලයක් ලෙස කැපුම් බලය ද්රව්යයේ අභ්යන්තර පැත්තට යොමු කර ඇති බව සහතික කිරීම සඳහා, ස්ථාවර කැපුම් තත්වයන් ලබා ගැනීමට සහ ද්රව්ය විරූපණය සිදුවීම මැඩපැවැත්වීමට. "අන්නාසි එජ්" රවුටරයේ ඉහළ සහ පහළ දියමන්ති හැඩැති දාරවල සැලසුම මඟින් කාබන් ෆයිබර් තහඩු ඵලදායී ලෙස කපා ගත හැකිය. එහි ගැඹුරු චිප් නළාව කැපුම් ක්රියාවලියේදී චිප්ස් විසර්ජනය හරහා කැපුම් තාපය ගොඩක් ඉවත් කළ හැකි අතර එමඟින් කාබන් ෆයිබර් වලට හානි වීම වළක්වා ගත හැකිය. තහඩු ගුණාංග.
01 අඛණ්ඩ දිගු කෙඳි

නිෂ්පාදන විශේෂාංග:කාබන් ෆයිබර් නිෂ්පාදකයින්ගේ වඩාත් පොදු නිෂ්පාදන ආකාරය වන මෙම බණ්ඩලය දහස් ගණනක් මොනොෆිලමන්ට් වලින් සමන්විත වන අතර ඒවා ඇඹරුම් ක්රමයට අනුව වර්ග තුනකට බෙදා ඇත: NT (කවදාවත් ඇඹරුණු, නොකැඩූ), UT (නොකැඩූ, නොකැඩූ), TT හෝ ST (ඇඹරුණු, ඇඹරුණු), එයින් NT බහුලව භාවිතා වන කාබන් තන්තු වේ.
ප්රධාන යෙදුම:CFRP, CFRTP හෝ C/C සංයුක්ත ද්රව්ය වැනි සංයුක්ත ද්රව්ය සඳහා ප්රධාන වශයෙන් භාවිතා වන අතර යෙදුම් ක්ෂේත්ර අතර ගුවන් යානා/ගුවන් අභ්යවකාශ උපකරණ, ක්රීඩා භාණ්ඩ සහ කාර්මික උපකරණ කොටස් ඇතුළත් වේ.
02 ස්ටේපල් ෆයිබර් නූල්

නිෂ්පාදන විශේෂාංග:කෙටි කෙඳි නූල් කෙටියෙන් කිවහොත්, සාමාන්ය කාර්ය තාර-පාදක කාබන් තන්තු වැනි කෙටි කාබන් තන්තු වලින් නූල් කරකැවීම සාමාන්යයෙන් කෙටි කෙඳි ආකාරයෙන් නිෂ්පාදන වේ.
ප්රධාන භාවිතයන්:තාප පරිවාරක ද්රව්ය, ඝර්ෂණ විරෝධී ද්රව්ය, C/C සංයුක්ත කොටස් ආදිය.
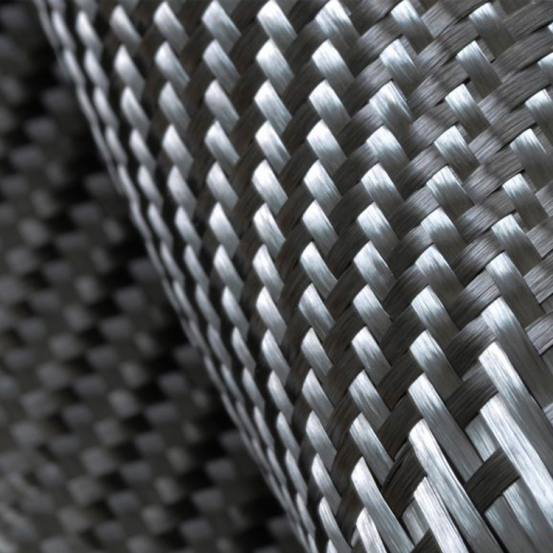
03 කාබන් ෆයිබර් රෙදි

නිෂ්පාදන විශේෂාංග:එය අඛණ්ඩ කාබන් ෆයිබර් හෝ කාබන් ෆයිබර් කටින ලද නූල් වලින් සාදා ඇත. රෙදි විවීමේ ක්රමයට අනුව, කාබන් ෆයිබර් රෙදි වියන ලද රෙදි, ගෙතූ රෙදි සහ වියන ලද නොවන රෙදි ලෙස බෙදිය හැකිය. වර්තමානයේ කාබන් ෆයිබර් රෙදි සාමාන්යයෙන් වියන ලද රෙදි වේ.
ප්රධාන යෙදුම:අඛණ්ඩ කාබන් තන්තු හා සමානයි, ප්රධාන වශයෙන් CFRP, CFRTP හෝ C/C සංයුක්ත ද්රව්ය වැනි සංයුක්ත ද්රව්යවල භාවිතා වන අතර යෙදුම් ක්ෂේත්ර අතර ගුවන් යානා/ගුවන් අභ්යවකාශ උපකරණ, ක්රීඩා භාණ්ඩ සහ කාර්මික උපකරණ කොටස් ඇතුළත් වේ.
04 කාබන් ෆයිබර් ෙගත්තම් පටිය

නිෂ්පාදන විශේෂාංග:එය කාබන් ෆයිබර් රෙදි වර්ගයකට අයත් වන අතර එය අඛණ්ඩ කාබන් ෆයිබර් හෝ කාබන් ෆයිබර් නූල් වලින් ද වියන ලදී.
ප්රධාන භාවිතය:ප්රධාන වශයෙන් දුම්මල මත පදනම් වූ ශක්තිමත් කිරීමේ ද්රව්ය සඳහා, විශේෂයෙන් නල නිෂ්පාදන නිෂ්පාදනය සහ සැකසීම සඳහා භාවිතා වේ.
05 කැඩුණු කාබන් ෆයිබර්

නිෂ්පාදන විශේෂාංග:කාබන් ෆයිබර් කටින ලද නූල් සංකල්පයට වඩා වෙනස්ව, එය සාමාන්යයෙන් අඛණ්ඩ කාබන් ෆයිබර් වලින් කැඩුණු සැකසුම් හරහා සකස් කර ඇති අතර, තන්තු වල කැඩුණු දිග පාරිභෝගික අවශ්යතා අනුව කපා ගත හැකිය.
ප්රධාන භාවිතයන්:සාමාන්යයෙන් ප්ලාස්ටික්, දුම්මල, සිමෙන්ති ආදිය මිශ්රණයක් ලෙස භාවිතා කරන අතර, අනුකෘතියට මිශ්ර කිරීමෙන් යාන්ත්රික ගුණාංග, ඇඳුම් ප්රතිරෝධය, විද්යුත් සන්නායකතාවය සහ තාප ප්රතිරෝධය වැඩි දියුණු කළ හැකිය; මෑත වසරවලදී, ත්රිමාණ මුද්රණ කාබන් ෆයිබර් සංයුක්තවල ශක්තිමත් කිරීමේ තන්තු බොහෝ දුරට කැඩුණු කාබන් ෆයිබර් වේ. ප්රධාන.
06 කාබන් ෆයිබර් ඇඹරීම

නිෂ්පාදන විශේෂාංග:කාබන් තන්තු බිඳෙන සුළු ද්රව්යයක් බැවින්, එය ඇඹරීමෙන් පසු කුඩු කාබන් තන්තු ද්රව්ය බවට පත් කළ හැකිය, එනම් කාබන් තන්තු ඇඹරීමෙන් පසුවය.
ප්රධාන යෙදුම:කැඩුණු කාබන් තන්තු වලට සමාන නමුත් සිමෙන්ති ශක්තිමත් කිරීමේදී කලාතුරකින් භාවිතා වේ; සාමාන්යයෙන් අනුකෘතියේ යාන්ත්රික ගුණාංග, ඇඳුම් ප්රතිරෝධය, විද්යුත් සන්නායකතාවය සහ තාප ප්රතිරෝධය වැඩි දියුණු කිරීම සඳහා ප්ලාස්ටික්, දුම්මල, රබර් ආදියෙහි සංයෝගයක් ලෙස භාවිතා කරයි.
07 කාබන් ෆයිබර් මැට්

නිෂ්පාදන විශේෂාංග:ප්රධාන ස්වරූපය ෆීල්ට් හෝ මැට් ය. පළමුව, කෙටි කෙඳි යාන්ත්රික කාඩ්ඩින් සහ වෙනත් ක්රම මගින් ස්ථර කර, පසුව ඉඳිකටු සිදුරු කිරීමෙන් සකස් කරනු ලැබේ; කාබන් ෆයිබර් වියන ලද රෙදි ලෙසද හැඳින්වෙන එය කාබන් ෆයිබර් වියන ලද රෙදි වර්ගයකට අයත් වේ.ප්රධාන භාවිතයන්:තාප පරිවාරක ද්රව්ය, අච්චු කරන ලද තාප පරිවාරක ද්රව්ය උපස්ථර, තාප-ප්රතිරෝධී ආරක්ෂිත ස්ථර සහ විඛාදන-ප්රතිරෝධී ස්ථර උපස්ථර ආදිය.
08 කාබන් ෆයිබර් කඩදාසි
නිෂ්පාදන විශේෂාංග:එය වියළි හෝ තෙත් කඩදාසි සෑදීමේ ක්රියාවලියකින් කාබන් තන්තු වලින් සකස් කර ඇත.
ප්රධාන භාවිතයන්:ප්රති-ස්ථිතික තහඩු, ඉලෙක්ට්රෝඩ, ස්පීකර් කේතු සහ තාපන තහඩු; මෑත වසරවල උණුසුම් යෙදුම් වන්නේ නව බලශක්ති වාහන බැටරි කැතෝඩ ද්රව්ය යනාදියයි.
09 කාබන් ෆයිබර් පූර්ව සූදානම
නිෂ්පාදන විශේෂාංග:කාබන් ෆයිබර් කාවද්දන ලද තාප සැකසුම් ෙරසින් වලින් සාදන ලද අර්ධ-දැඩි අතරමැදි ද්රව්යයක්, එය විශිෂ්ට යාන්ත්රික ගුණ ඇති අතර බහුලව භාවිතා වේ; කාබන් ෆයිබර් ප්රෙප්රෙග් හි පළල සැකසුම් උපකරණවල ප්රමාණය මත රඳා පවතින අතර පොදු පිරිවිතරයන්ට 300mm, 600mm සහ 1000mm පළල ප්රෙප්රෙග් ද්රව්ය ඇතුළත් වේ.
ප්රධාන යෙදුම:ගුවන් යානා/අභ්යවකාශ උපකරණ, ක්රීඩා භාණ්ඩ සහ කාර්මික උපකරණ ආදිය.
010 කාබන් ෆයිබර් සංයුක්ත ද්රව්ය
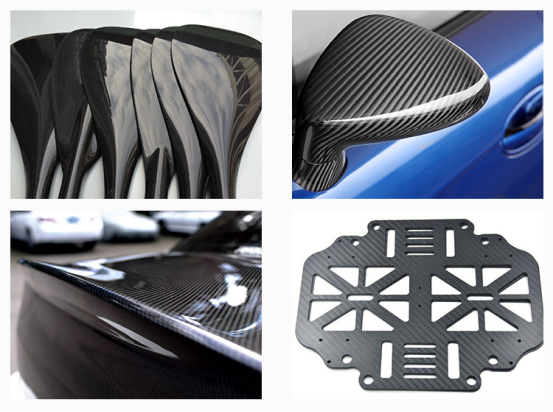
නිෂ්පාදන විශේෂාංග:කාබන් ෆයිබර් සමඟ මිශ්ර කරන ලද තාප ප්ලාස්ටික් හෝ තාප සැකසුම් ෙරසින් වලින් සාදන ලද ඉන්ජෙක්ෂන් මෝල්ඩින් ද්රව්ය, මිශ්රණයට විවිධ ආකලන සහ කැඩුණු තන්තු එකතු කර, පසුව සංයෝග කිරීමේ ක්රියාවලියකට භාජනය වේ.
ප්රධාන යෙදුම:ද්රව්යයේ විශිෂ්ට විද්යුත් සන්නායකතාවය, ඉහළ දෘඩතාව සහ සැහැල්ලු වාසි මත විශ්වාසය තබමින්, එය ප්රධාන වශයෙන් උපකරණ ආවරණ සහ අනෙකුත් නිෂ්පාදනවල භාවිතා වේ.
අපි නිෂ්පාදනය කරන්නේෆයිබර්ග්ලාස් සෘජු රෝවිං,ෆයිබර්ග්ලාස් පැදුරු, ෆයිබර්ග්ලාස් දැලක්, සහෆයිබර්ග්ලාස් වියන ලද රෝවිං.
අපව අමතන්න :
දුරකථන අංකය:+8615823184699
දුරකථන අංකය: +8602367853804
Email:marketing@frp-cqdj.com
පළ කිරීමේ කාලය: ජූනි-01-2022





